تزریق پلاستیک و ساخت لوازم پلاستیکی یکی از خدمات اصلی شرکت مهر مینا الکترونیک است که با دارا بودن دانش و تجربهی فنی و با بهرهبرداری از دستگاههای مدرن و پیشرفته قادر به تولید انبوه قطعات پلاستیکی در زمان کوتاه و با دقت بالا طبق قالب ارائه شده شما است.
از مزیتهای مهم تولید به روش تزریق پلاستیک در مهر مینا الکترونیک میتوان به تولید انبوه در زمان کوتاه، تنوع وسیع مواد اولیه مورد استفاده، هزینه بسیار پایین ساخت هر قطعه در تیراژهای بالا، دقت بالای قطعات تولیدی و تلرانسهای ابعادی دقیق، ضایعات حاصل از تولید بسیار پایین، قطعات پلاستیکی یکسان و تطابق بالای تولید قطعه دوم با قطعه اول میتوان اشاره کرد.
اما با توجه به اینکه سرمایه اولیه مورد نیاز برای راهاندازی پروسه تزریق پلاستیک بسیار بالا است و استفاده از آن را تنها برای تیراژهای بالا مناسب میسازد، راهاندازی آن برای تمام کسب و کارها مقرون به صرفه نمیباشد. به همین دلیل ما در مهر مینا الکترونیک آماده ارائه خدمات در زمینه تولید و ساخت محصولات پلاستیکی هستیم تا بتوانیم در زمان و پول مشتریانمان صرفه جویی کنیم و آنها به سرعت طرحهای خود را عملی سازند.
علاوه بر سرمایه اولیه راهاندازی، درگیر شدن در چنین فرآیندی، نیاز به دانشی گسترده در مورد دستگاهها و فرآیند آن دارد که شرکت مهر مینا الکترونیک به جهت بهرهمندی از مهندسین و نیروی انسانی متخصص و آموزش دیده که به تمامی استانداردها آگاه هستند، توانسته سطح کیفی محصولات و قطعات تولیدی خود را به استانداردهای بین المللی و ملی ارتقا دهد و آن را حفظ نماید، و تاکنون با تجربه چند ساله توانسته نیاز بسیاری از صنایع را مرتفع سازد.
مزیتهای خدمات تزریق پلاستیک مهر مینا الکترونیک
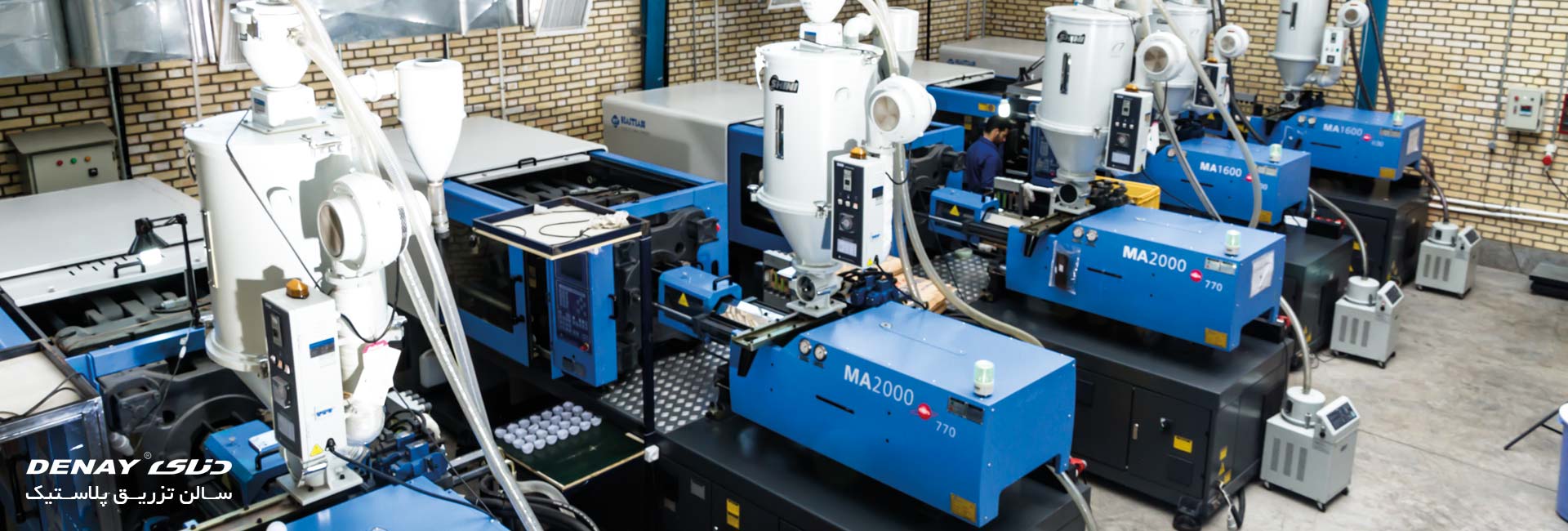
دستگاههای پیشرفته تزریق پلاستیک
سالن تزریق پلاستیک مهر مینا الکترونیک با مساحت 130 متر مربع، دارای 6 دستگاه تزریق پلاستیک با برند HAITIAN که جزو بهروزترین و مجهزترین دستگاههای روز دنیا میباشند. کلیه دستگاههای تزریق پلاستیک ما از نوع Servo Motor با PLCهای قوی بوده که علاوه بر کیفیت بالای قطعه تولیدی و صرفهجویی در مصرف برق، کمترین میزان آلودگی زیست محیطی را به همراه دارند.
سالن تزریق پلاستیک مهر مینا الکترونیک دارای 3 دستگاه 200 تن، 2 دستگاه 160 تن و یک دستگاه 90 تن میباشد که جهت بالا بردن کیفیت قطعه تولیدی هر دستگاه مجهز به چیلر خنک شونده و گرم کن مجزای روغن میباشد. در تصاویر زیر میتوانید مشخصات و ظرفیت این دستگاهها را ملاحظه فرمایید.
| مدل دستگاه | نیروی باز شو گیره(تن) | حداکثر وزن قالب روی صفحه متحرک(تن) | حداکثر وزن قالب روی صفحه ثابت(تن) | مجموع حداکثر وزن(تن) |
|---|---|---|---|---|
| MA/ 900 | 6 | 0.19 | 0.19 | 0.38 |
| MA/ 1600 | 10 | 0.45 | 0.45 | 0.9 |
| MA/ 2000 | 13 | 0.6 | 0.6 | 1.2 |
| مشخصات دستگاه | مدل MA/900 | مدل MA/1600 | مدل MA/2000 |
|---|---|---|---|
| حجم تزریق(cm3) | 121 | 253 | 334 |
| وزن تزریق(g) | 110 | 230 | 304 |
| مقدار مواد گیری در ثانیه(g/s) | 11(9.9e) | 15.4(13.9e) | 20(18e) |
| تناژ گیره(k/N) | 900 | 1600 | 2000 |
| کورس باز شدن گیره(mm) | 320 | 430 | 490 |
| فاصله بین میله ها ی راهنما(mm) | 360*360 | 470*470 | 530*530 |
| حداکثر ارتفاع قالب(mm) | 380 | 520 | 550 |
| حداقل ارتفاع قالب(mm) | 150 | 180 | 200 |
| کورس پران(mm) | 100 | 140 | 140 |
| تناژ پران(kN) | 33 | 33 | 62 |
کنترل قبل از تولید
پیش از تولید در مهر مینا الکترونیک، برای پروژه شما زمان قابل توجهی توسط کارشناسان فنی ما گذاشته خواهد شد تا نقاط حساس و مشکل آفرین در کار را قبل از تولید پیش بینی کرده و به کمک شما در طراحی اصلاح کنیم. اعمال این تغییرات مشکلات تزریق پلاستیک و خطای پس از تولید را به کمتر از 1% خواهد رساند.
سرعت بالای تولید
با توجه به اینکه زمان برای تولیدکنندگان جهت فرآیند توسعه محصولاتشان حائز اهمیت است ما در مهر مینا الکترونیک میتوانیم سرعت بالای تولید را با استفاده از دستگاههای تزریق پلاستیک پرقدرت تضمین کنیم و در کمترین زمان سفارشات شما را تکمیل کنیم. ما تمام تلاشمان را میکنیم تا قطعات شما در زمان تعیین شده تحویل داده شود و چرخه توسعه محصول شما بدون اتلاف وقت به مرحله تولید برسد.
ارسال سریع و ایمن سفارشات
شرکت دنای برای ارسال سفارشات از معتبرترین و ایمنترین شرکتهای حمل بار استفاده میکند و تمام نکات ایمنی را برای بستهبندی قطعات به کار میگیرد تا سفارشات شما در برابر هرگونه ضربه و فشار ایمن و در کمترین زمان به دستتان برسد.
فرآیند ساخت محصولات پلاستیکی در مهر مینا الکترونیک
روش تزریق پلاستیک یکی از متداولترین روشهایی است که میتوان از طریق آن به یک پلاستیک شکل داد و محصولات پلاستیکی تولید کرد. ما از متداولترین روش تزریق یعنی روش تزریق پرفشار استفاده میکنیم که در آن مواد مذاب پلاستیکی با فشار زیاد به محفظه قالب تزریق میشود و باعث میشود که قطعه پلاستیکی مورد نظر شکل گرفته و ساخته شود.
در این روش ماده اولیه که یکی از انواع پلیمرهاست، از طریق قیف وارد دستگاه شده، ذوب شده و توسط ماردون به داخل کویتههای قالب رانده شده و پس از خنککاری از قالب بیرون میآیند.
مرحله اول : تنظیم فشار تزریق
فشار تزریق برای هدایت مواد ذوب شده از داخل سیلندر به داخل قالب استفاده میشود که خود شامل چندین قسمت است و عبارتند از: فشار، سرعت، موقعیت و زمان تزریق.
تمام این بخش ها باید به دقت تنظیم گردند زیرا تنظیم نادرست فشار تزریق باعث تولید قطعه ناقص و پلیسه دار میشود. به همین دلیل ما بخشهای فشار تزریق را با نهایت دقت و نسبت به تولید قطعه تنظیم میکنیم که در طی فرآیند تولید دچار مشکل نشود و قطعه مشتری با بهترین کیفیت تولید گردد.
مرحله دوم: هلد یا فشار دوم
چون در فرآیند تزریق ممکن است فشار کافی نبوده و فرو رفتگی یا برجستگیهایی در سطح قطعه بوجود آید، ما برای جلوگیری بروز این مشکلات، از هلد به عنوان فشار دوم استفاده میکنیم تا به کیفیت قطعه آسیبی نرسد.
هلد هم خود شامل 3 قسمت فشار، سرعت و زمان است که مهمترین قسمت آن زمان میباشد و اگر درست تنظیم شود قطعه با کیفیتتری خواهیم داشت.
مرحله سوم: موادگیری یا بارگیری
به چرخش ماردون به سمت عقب و انتقال مواد مذاب به جلوی ماردون و آمادهسازی برای تزریق مواد به داخل کویتیهای قالب، عمل بارگیری گفته میشود. عمل بارگیری شامل 3 بخش سرعت، فشار و حجم میباشد که هر یک از این بخشها باید به دقت تنظیم شوند.
سرعت بارگیری
هرچه سرعت موادگیری بیشتر باشد حرکت ماردون بیشتر بوده و مواد را با سرعت بیشتری به سمت جلو هدایت میکند و بالعکس هر چه سرعت کمتر باشد حرکت مارپیچ کمتر خواهد بود؛ نکته مهمی که باید به آن توجه داشت این است که با بالا بردن سرعت ماردون احتمال بروز مشکلاتی مانند گازدار بودن قطعه، خال سیاه، حباب داخل قطعه و خوب میکس نشدن مواد با مستربچ به وجود میآید. به همین دلیل مهندسین و کارشناسان ما با نهایت دقت، سرعت بارگیری را تنظیم میکنند تا سفارشات مشتریان با بهترین کیفیت و رعایت کامل استانداردها تحویل مشتریان داده شود.
فشار پشت مارپیچ یا B-P-R
به برگشت به عقب با فشار و سرعت از قبل تعیین شده، فشار پشت مارپیچ گفته میشود. وظیفه بک پرشر فشرده کردن مواد، هواگیری و میکس بهتر مستربچ با مواد خام است.
حجم یا POSI
حجم قطعه نسبت به وزن قطعه تعیین میگردد هرچه وزن قطعه کمتر باشد، حجم کمتر و هر چه وزن بیشتر باشد، حجم بیشتر داده میشود. باید توجه داشته باشیم اگر مقدار حجم قطعه کمتر باشد قطعه کامل پر نمیشود و اگر حجم بیشتر باشد مواد اضافی آن از داخل اسپرو یا قالب به بیرون پس میزند، پس باید کاملا دقیق تنظیم گردد.
مرحله چهارم: خنک کاری
در این مرحله قطعه داخل قالب بوده و ما با استفاده از ورودی و خروجی آب سرد داخل قالب، قطعه را سرد مینماییم تا قطعه حالت خود را حفظ کند.
مرحله پنجم: ساک بک
به مکش رو به عقب ساک بک گفته میشود. کار ساک بک قیچی کردن مواد از نوک نازل از ته راهگاه میباشد.
مرحله ششم: حرارت یا دمای فرآیند یا زون های حرارتی
برای ذوب مواد داخل سیلندر ما نیاز به حرارت داریم که تعیین مقدار این حرارت بستگی به نوع مواد، طراحی قالب، گیت تزریق و نوع سیلندر مارپیچ دارد. ما باید حرارت را به گونهای تنظیم کنیم که مشکلی برای قطعه به وجود نیاید چون حرارت زیاد باعث سوختن مواد، ترد و شکنندگی قطعه میشود و بالعکس حرارت پایین، باعث تزریق ناقص فشار و یا گازدار بودن قطعه شده و عمل تزریق به سختی انجام میگیرد.
از نمونه کارهای مهر مینا الکترونیک در زمینه تزریق پلاستیک میتوان به قابهای محصولات خود شرکت از جمله اسپیکر، دی وی دی پلیر، لامپ و گیرنده دیجیتال اشاره کرد که خود گواه بر کیفیت تولید و مهارت اثبات شده این شرکت میباشد و شما میتوانید از کیفیت بالای قطعات تولیدی خود اطمینان حاصل کنید.
نمونههای تزریق پلاستیک مهر مینا الکترونیک

نمونه تزریق پلاستیک 15
نمونه تزریق پلاستیک 14
نمونه تزریق پلاستیک 13
نمونه تزریق پلاستیک 12
نمونه تزریق پلاستیک 11
نمونه تزریق پلاستیک 10
نمونه تزریق پلاستیک 9
نمونه تزریق پلاستیک 8
نمونه تزریق پلاستیک 7
نمونه تزریق پلاستیک 6
نمونه تزریق پلاستیک 5
نمونه تزریق پلاستیک 4
نمونه تزریق پلاستیک 3
نمونه تزریق پلاستیک 2
نمونه تزریق پلاستیک 1
سالن تزریق پلاستیک شرکت مهر مینا الکترونیک
راههای ارتباط با کارشناسان مهر مینا الکترونیک جهت ثبت و پیگیری سفارشات
امکان جلسه حضوری و بازدید از کارخانه و دستگاههای مونتاژ برای شرکتها با هماهنگی قبلی وجود دارد. برای دریافت خدمات، فرم سفارش زیر را پر نمایید کارشناسان ما در کوتاهترین زمان با شما تماس خواهند گرفت.
